Metalwork Paper 1 (445/1)
SECTION A (40 marks)
Answer all questions in this section in the spaces provided.
-
- Give four factors to consider when applying for a job.(2 marks)
- Outline four guidelines for employers when engaging new employees after advertising.(2 marks)
-
- State four safety precautions to observe when using a grinding machine.(2 marks)
- Give four methods of identifying different types of metals in a workshop.(2 marks)
-
- State four factors to consider when planning and designing an item for manufacturing.(2 marks)
- Outline the procedure of taking readings on a vernier calliper.(3 marks)
- List four accessories that comprise the combination set.(2 marks)
-
- State three factors that contribute to the success and accuracy of metal removal using hand tools.(3 marks)
- Name two metals used for coating mild steel sheets and in each case, state the material produced(marks)
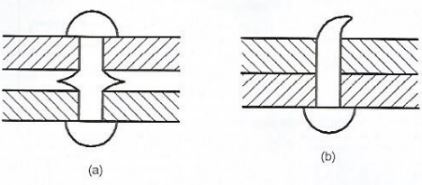
- Using sketches, show the effect of each of the following in riveting(3 marks)
- Failure to use a rivet set in riveting.
- Drilling a large rivet hole
- State four advantages of brazing over gas welding.(4 marks)
- List three methods of testing welds in each of the following categories:(3 marks)
- Non-destructive tests.
- Destructive tests.
- Outline the procedure of centre drilling a workpiece on the lathe machine.(3 marks)
-
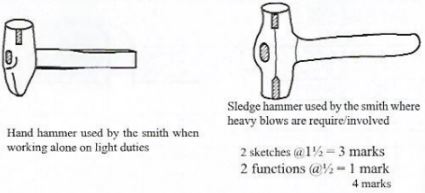
- Sketch two types of hammers commonly used in forging and state the function.(4 marks)
- Outline the procedure of oil blacking as a method of finishing metallic items. (2 marks)
SECTION B (60 marks)
Answer question 11 on the A3 paper and any other three questions from this section in the spaces provided.
Candidates are advised to spend not more than 25 minutes on question 11.
- Figure 1 shows a machine block drawn in isometric projection.
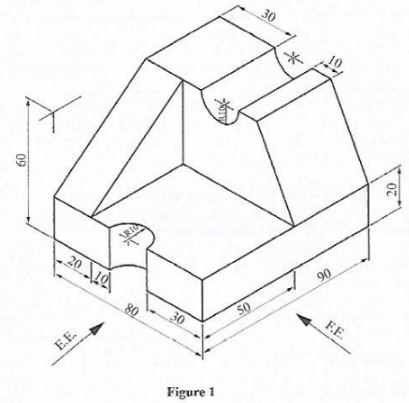
Draw Full Size in first angle projection the following views of the block:(15 marks)- Front elevation as viewed in the direction of arrow F.E.
- End elevation as viewed in the direction of arrow E.E.
- The plan
-
- With the aid of sketches outline the procedure of finding the centre of a round bar using a surface gauge.(10 marks)
- State five safety precautions to be observed when using taps and dies.(5 marks)
-
- Outline the procedure of riveting two plates using two snap head rivets.(10 marks)
- Give two major classifications of fluxes used in soldering.(1 mark)
- State four functions of fluxes in soldering.(4 marks)
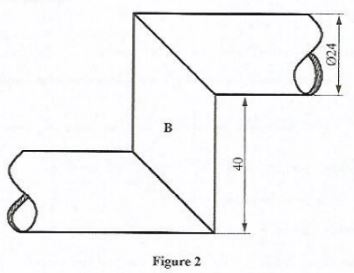
- Figure 2 shows a portion of three pipes diameter 24 mm joined at 45° at two positions. Draw the development of pipe B.(15 marks)
-
- Explain how the cutting point on an ordinary lathe tool bit is ground to allow for efficient cutting.(2 marks)
- Give four classifications of lathe tools.(4 marks)
- Figure 3 shows a component to be made from a square plank 25 X 25 X 80mm long.
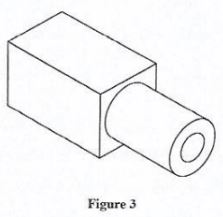
Outline the procedure of making the component on a lathe machine(9 marks)
MARKING SCHEME
-
-
- One should keep the employer's needs in mind by noting the type of a person he requires, the kind of work experience, and the qualifications required for the job
- The job requirements should be analyzed carefully and compared with personal experience, achievements, and qualifications
- One should not apply for a job he is not qualified for eg if the needed person should be specialized in forge work, there would be no need of applying if one has just left school
- Exaggerated credentials and work performance will only create suspicion to the employer, and should be discouraged.
Any 4 x ½= (2 marks)
-
- Delimiting a pool of potential employees within the total force by stating the minimum requirements in the advertisement
- Further short listing so as to eliminate those with minimum requirements, and so remain with the top cream
- Interviewing the short listed group
- On the job training, to sharpen the skills of the selected lot
Any 4 x ½= (2 marks)
-
-
-
- The gap between the work rest and the grinding wheel face should always be kept to minimum
- The guards must be securely fixed
- No adjustment should be done on the grinding machine when the wheels are in motion
- Do not use the grinding wheel if it has a crack.
- Wear safety goggles for eye protection
Any 4 x ½=(2 marks)
-
- Their appearance - ie their colour
- The sound they produce when dropped or knocked
- Sparks produced when they are ground
- Their behavior when hammered cold.
4x ½= (2 marks)
-
-
-
- The type of material
- The amount needed
- The cost involved
- The availability of materials
- Infrastructure
4 x ½ = (2 marks)
-
- The number of whole millimeters is read on the main scale on the left of Vernier zero mark
- Check the half millimeter, if any, on the left of Vernier zero mark
- Identify the number of Vernier scale divisions read from the vernier zero mark to the Vernier division coinciding with the main scale division multiply with the accuracy.
- Add the readings.
3 x 1 = (3 marks)
-
-
- The steel rule
- The square head
- The centre head
- The protractor head
4 x ½= (2 marks)
-
-
- The condition of the tool
- Mastery of skills
- Proper working environment e.g enough light and ventilation
3 x1 = (3 marks)
- Metals used to coat mild steel
- Tin to produce tin plate
- Zinc to produce galvanized sheets
2 x 1½ = (3 marks)
-
-
2 x 1½ =(3 marks) -
- There is less distortion in the parent metals
- The parent metals retain their mechanical properties
- Most metals and their alloys can be joined by brazing
- It can also be used to join dissimilar metals such as copper to steel or copper to brass .
- The joint so formed is not permanent and can therefore be dismantled.
Any 4 x 1= (4 marks)
-
- Methods of testing welds in the non-destructive category
- Visual inspection
- Penetrate fluid (use of penetrant)
- Radiology
- X-ray
- Magnet dust
- Ultrasonic
Any 3 х ½ = (1½ marks)
- Methods in the destructive category
- Bending
- Tensile
- Impact
- Application of load
Any 3 x ½ (1½ marks)
- Methods of testing welds in the non-destructive category
- Procedure of centre drilling on the lathe
- Face the work piece
- Fasten the centre drill in the tailstock chuck
- Lock the tailstock on the bed
- Turn on the machine
- Feed the centre and drill slowly into the face using the tailstock handwheel
- Apply some oil onto the workpiece
6 x ½ = (3 marks)
-
-
-
- Clean the article thoroughly
- Heat the article to red hot
- Coat with clean heavy duty lubricating oil by deeping in the oil
- Heat the metal for about 5 to 10 minutes to a temperature of about 200°C to bum off the excess oil
4 x ½=(2 marks)
-
-
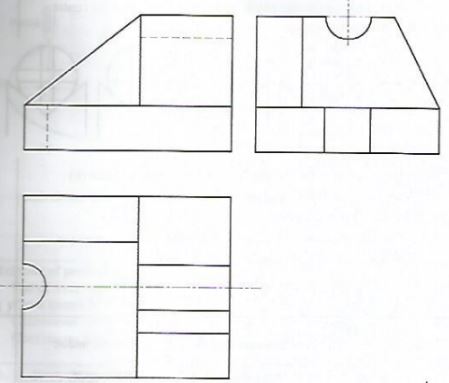
Correct layout of views in first angle projection=1 mark
Correct front elevation (F.E) with 3 faces (3 x ½) = 1½ marks
Hidden details on F.E (2 x 1)= 2 marks
Correct end elevation with 5 faces (5 x ½) = 2 ½ mks
Centre line well rep. in E.E = 1 mark
Correct plan with 6 faces (6 x ½) = 3 marks
Centre line well rep. on plan= 1 mark
Correct use of lines = 2 marks
Neatness = 1 mark
15 marks -
-
- Place the surface gauge and the Vee block on a surface plate
- Put the bar on the Vee block, and scribe a line near the centre with a surface gauge

Place a bar at right angles and check with an engineers square (b) - Scribe a second line and repeat the process a third and fourth time (see c and d)
- Draw the diagonals of the square generated at the centre (e).
Where the diagonals intersect is the centre
5 sketches @1=5 marks
5 explanations @1 = 5 marks
(10 marks)
-
- Due to their brittleness, taps and dies should not be given undue pressure
- High temperatures may make the tools soft and useless, apply coolant when cutting.
- When tapping blind holes care must be taken as the bottom is approached.
- The tools must be lubricated when in use
- The correct sizes of tap wrenches and diestocks should be used
- The correct size of holes and rods should be worked on. Smaller holes and bigger rods will always cause problems. Any (5 x 1) = (5 marks)
-
-
- Mark out the position for the holes on one of the plates
- Clamp the plates together and drill on hole through both plates
- Insert a rivet in the drilled hole and drill the other hole (drill size used must be equal to rivet shank diameter)
- Cut the rivet to length, holding the waste shank in the vice (use a hacksaw not pliers)
- Insert one rivet and support it with a dolly and close the plates using a rivet set.
- Using the flat face of the hammer, make the tail of the rivet expand in the hole
- Using the pein end of the hammer, form the head.
- Using the snap, finish foming the head of the snap head rivet
- Repeat the procedure with the second rivet.
- Using a file, remove the unwanted excess material
(10 x 1) = (10 marks)
-
- Active
corrosive - Passive
non-corrosive
(2 x ½) (1 mark)
- Active
-
- Clean any dirt on the surfaces to be soldered
- Prevent dirt or oxides forming on the metal as it is heated
- Allow the solder to flow easily into the joint
- Assist in the adhesion of solder to the metals
Any 4x1 =4 marks (4 marks)
- Mark out the position for the holes on one of the plates
-
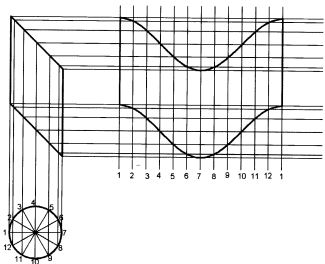
- Drawing Plan-1
- Dividing Plan - 2
- Projections from Plan to Elev. - 2
- Projection from Elev. to Circum-2
- Determining the Circumference-2
- Projection of Circumference - 2
- Identifying Points-2
- Connecting Points - 1
- Smooth Curve-1
(15 Marks)
-
-
- Grind the end to obtain front clearance
- Grind the side clearance
- Grind the top rake angle
- Round off the cutting tip to obtain a keen edge
(4 x ½)2 marks)
-
- Solid tools (one piece) of H.S.S gripped directly in the tool post
- Tool bits of H.S.S. and of square sections held in tool holders
- Tipped lathe tools of various kinds
- Special tools eg boring tools
(4x1) =(4 marks)
-

- Hold the blank in a 4-jaw chuck (adjust the jaw separately until the blank is centrally positioned) - 2
- Face one side - 1
- Fit the tailstock with a drill chuck and centre drill the faced side - 1
- Remove the centre drill and fit the twist drill and drill the hole to the correct depth- 2
- Remove the workpiece and hold the round side on a 3 jaw chuck - 1
- Face the square side to obtain the 40mm length - 1 mm
9x1 = 9 marks
(9 marks)
-
Join our whatsapp group for latest updates
Tap Here to Download for 50/-
Get on WhatsApp for 50/-
Download KCSE 2019 Metalwork Paper 1 Questions with Marking Scheme.
Tap Here to Download for 50/-
Get on WhatsApp for 50/-
Why download?
- ✔ To read offline at any time.
- ✔ To Print at your convenience
- ✔ Share Easily with Friends / Students